In the wave of resource utilization of agricultural waste, chicken manure is no longer a pollution hazard, but a highly valuable raw material in the fertilizer industry. Its rich nutrient reserves and suitable physical and chemical properties give it an important position in the production of high-quality organic fertilizers.
Core Value One: High-quality nutrient supply, meeting crop needs. Chicken manure is rich in core nutrients such as nitrogen, phosphorus, and potassium, and its organic matter content is as high as 25%-30%, far exceeding that of ordinary livestock and poultry manure. After scientific composting, the nutrients are more easily absorbed by crops, providing comprehensive nutrition for crop growth and supplementing soil organic matter, improving soil compaction and acidification problems.
Core Value Two: Prominent ecological value, contributing to circular agriculture. If chicken manure from large-scale farming is piled up indiscriminately, it can easily cause water and soil pollution. However, using chicken manure organic fertilizer machines to convert it into organic fertilizer can achieve a circular economy in farming, reduce the use of chemical fertilizers, and reduce agricultural non-point source pollution.
Core Value Three: Lowering production thresholds and improving economic efficiency. Chicken manure is widely available and inexpensive, which can significantly reduce the raw material costs of organic fertilizer production lines. For small and medium-sized fertilizer producers, using chicken manure as the core raw material can simplify the pre-treatment process, and high-quality organic fertilizer can be produced with conventional compost turning machines and granulators; for farmers, converting chicken manure on-site can also reduce fertilization costs and increase planting income.
The value of chicken manure in the fertilizer industry is essentially a vivid embodiment of “waste resource utilization.”
Granulation is a pivotal process in fertilizer production, transforming fine powders into granular forms that enhance handling, storage, and uniform application. In 2026, the machinery employed for NPK and organic fertilizer granulation is primarily categorized based on the production method: Wet Granulation and Dry Granulation. The selection of appropriate equipment is determined by key factors such as production scale, raw material moisture content, and budget constraints. Additionally, a complete granulation line relies on a suite of support machinery to ensure product quality and production efficiency. Understanding these granulation machines and their functions is essential for optimizing fertilizer manufacturing processes.
Wet granulation machines, which utilize liquid binders or steam to aggregate powder into granules, are widely used in both NPK and organic fertilizer production. The Rotary Drum Granulator stands as the industry standard for large-scale NPK production, capable of handling output rates up to 30 tons per hour (t/h). In this machine, raw materials tumble within a rotating cylinder, forming dense, spherical granules through either chemical reactions between components or the addition of liquid binders. Its high capacity and stable performance make it indispensable for large commercial fertilizer plants.
For small-to-medium-sized production facilities (with output ranging from 0.5 to 6 t/h), the Disc (Pan) Granulator offers a cost-effective solution. This inclined rotating disc allows operators to directly observe the granulation process, enabling real-time adjustments to liquid spray volume and material feed rate to ensure the production of round, uniform granules. Specifically tailored for organic fertilizers, the Stirring-Tooth (New Type Organic) Granulator uses high-speed mechanical agitation to convert fermented organic wastes into high-quality, uniform granules, addressing the unique properties of organic materials. The Rotary Drum Churning Granulator combines the advantages of drum and stirring-tooth technologies, achieving a granulation rate exceeding 90% with more consistent pellet size, making it a versatile choice for medium-to-large organic fertilizer plants.
Dry granulation machines, which rely on mechanical pressure to compact dry powder (with moisture content below 10%) without the need for water or binders, are favored for their energy efficiency. The Double Roller Extrusion Granulator is the most commonly used dry granulation equipment. It squeezes dry powder between two counter-rotating rollers, directly forming high-density granules. A key advantage of this machine is that it eliminates the need for subsequent drying and cooling processes, significantly reducing energy consumption and overall investment costs, making it ideal for moisture-sensitive or heat-sensitive fertilizers. The Flat Die Granulator is a compact alternative, pressing material through a die to produce cylindrical pellets. It is often used for small-scale operations such as farm-based organic manure processing due to its small footprint and low maintenance requirements.
A complete granulation production line cannot operate without auxiliary support machinery, which plays a crucial role in ensuring the quality and efficiency of the final product. Mixers and crushers are used in the pre-processing stage to create a uniform powder blend, as consistent raw material composition is essential for high-quality granulation. For wet granulation lines, Rotary Dryers and Coolers are indispensable—they remove excess moisture from the granules to prevent clumping and ensure storage stability. Screening Machines (Vibrating Sieves) separate oversized or undersized granules, which are then recycled back into the granulation process to improve material utilization. Coating Machines apply a protective layer to the granules, enhancing their shelf life or enabling slow-release nutrient delivery, a feature increasingly demanded in sustainable agriculture. Finally, Automatic Packaging Machines handle the final weighing and bagging of the granulated product, improving packaging efficiency and accuracy.
In summary, the granulation machinery landscape in 2026 is diverse, with wet and dry granulation machines catering to different production needs and material characteristics. Wet granulation equipment excels in large-scale production and spherical granule formation, while dry granulation machines offer energy efficiency and suitability for sensitive materials. When combined with essential support machinery, these granulation systems form a complete production line that ensures the consistent quality and efficient manufacturing of both NPK and organic fertilizers. As the fertilizer industry moves toward sustainability, the continuous optimization of these machines—particularly in energy efficiency and adaptability to organic materials—will remain a key focus for manufacturers.
Integrating Granulation into Complete Fertilizer Production Systems
The choice of granulation technology is a defining step in the npk fertilizer manufacturing process or the organic fertilizer manufacturing system. For dry fertilizer granules compaction, a roller press granulator production line centered on a fertilizer compactor is a key fertilizer production machine technology. This method is efficient for the manufacturing of npk fertilizer from dry powders. In contrast, organic production often starts with an organic fertilizer fermentation process, managed by equipment like a windrow composting machine, before the cured compost is granulated.
For shaping organic materials, an organic fertilizer disc granulation production line utilizing a disc granulator for shaping is a prevalent wet method. Each of these core fertilizer processing machine units—whether a wet granulator or a dry fertilizer compaction machine—must be integrated with auxiliary equipment (mixers, dryers, screens) to form a complete, efficient production line. The synergy between the chosen granulation technology and the upstream/downstream processes ultimately determines the quality, cost, and sustainability of the final fertilizer product.
Therefore, designing a fertilizer plant requires a holistic view of the entire npk manufacturing process or organic system. It involves selecting the granulation machine that best matches the raw material characteristics and production goals, ensuring seamless material flow from initial processing to finished, market-ready granules.
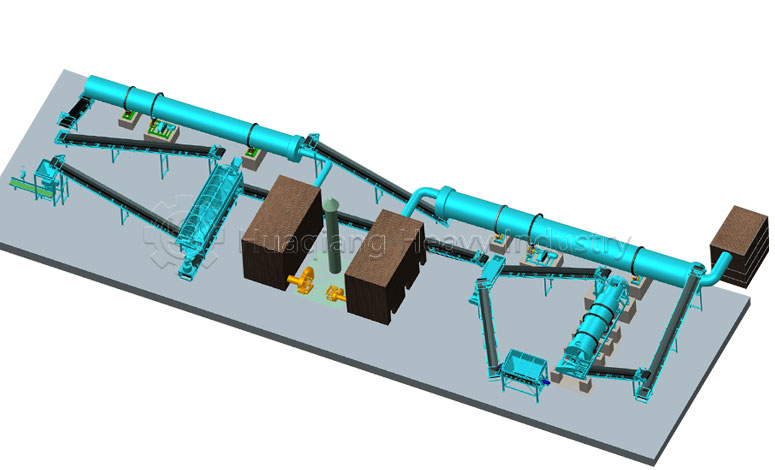
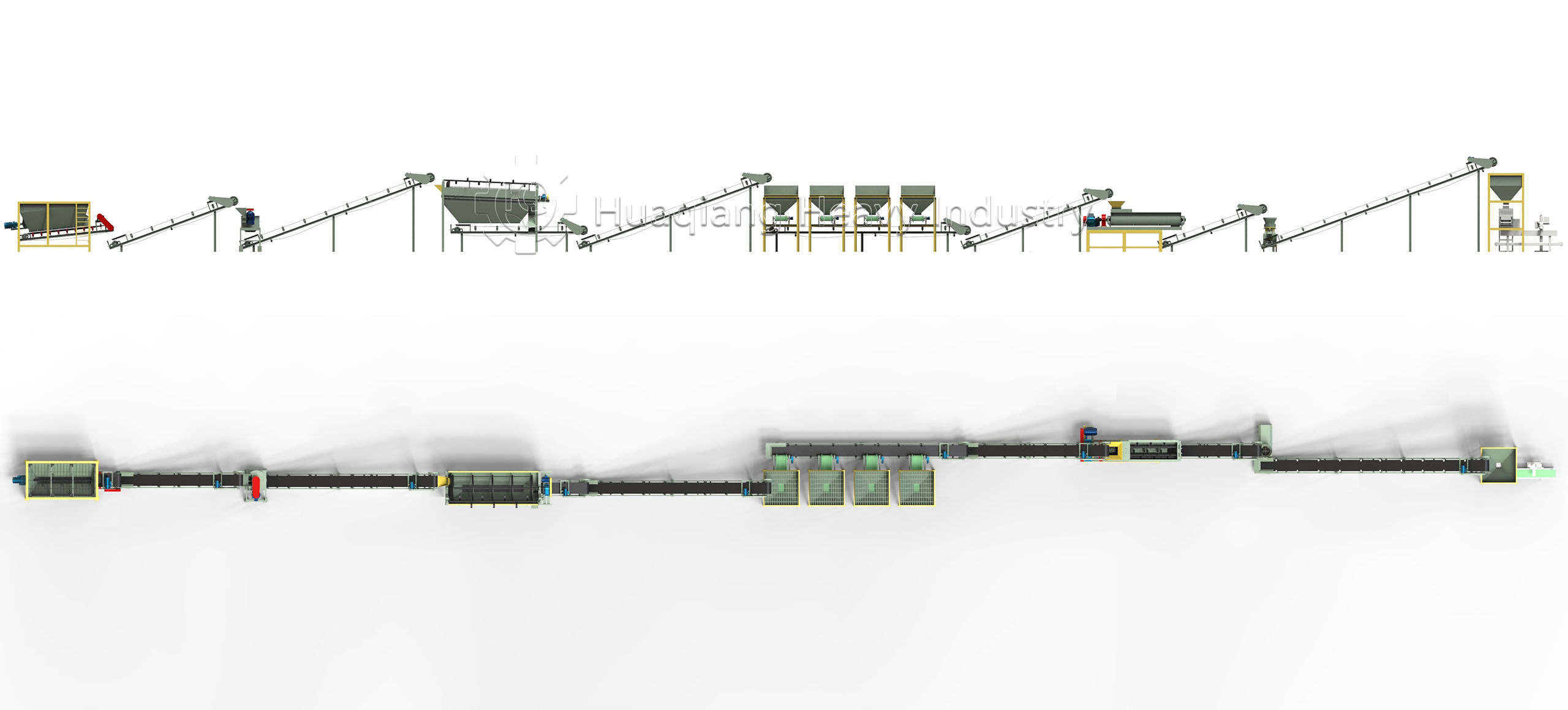
The creation of bio-organic fertilizer is a vivid example of the resource utilization of organic waste. Its production line is like a sophisticated “transformation assembly line,” allowing livestock manure, crop straw, and other waste materials to undergo multiple processes, ultimately transforming them into high-quality fertilizers that nourish crops. Bio organic fertilizer production line not only carries an environmental mission but also embodies the technological wisdom of modern agriculture.
Raw material pretreatment is the first step in the production line and the fundamental guarantee of fertilizer quality. Workers first screen the raw materials, such as livestock manure, crop straw, and mushroom residue, to remove impurities like stones and plastics, preventing them from affecting subsequent processing. Then, a crusher is used to pulverize large raw materials like straw to a suitable particle size. The materials are then mixed in scientific proportions, while adjusting the moisture content and carbon-to-nitrogen ratio. This step is crucial; appropriate moisture and carbon-to-nitrogen ratios create optimal conditions for microbial fermentation, directly determining fermentation efficiency and fertilizer quality.
Fermentation and maturation are the core of bio-organic fertilizer production, the key to transforming waste into valuable resources. The uniformly mixed raw materials are sent to the fermentation tank, where specialized microbial agents are added, and a compost turning machine is used for regular turning. Turning not only provides sufficient oxygen for microorganisms but also regulates the fermentation temperature, keeping it between 55-65°C. This temperature range kills pathogens, insect eggs, and weed seeds in the raw materials while ensuring the activity of beneficial microorganisms. After 15-20 days of continuous fermentation, the raw materials gradually mature, turning dark brown, the original odor disappears, and a loose, mature material is formed.
The matured material needs further processing to become a qualified finished product. First, it is screened using bio-organic fertilizer equipment such as a rotary screen to remove incompletely fermented large pieces of material, resulting in fine and uniform material. For products requiring granulation, the qualified material is sent to a fertilizer granulator machine, where, with the help of a binder, it forms granules of uniform size. Granulated organic fertilizer is easier to store and apply, making it more popular in the market. After granulation, the process moves to the drying and cooling stage. Excess moisture is removed using a dryer, followed by cooling to prevent the granules from clumping and deteriorating.
Finally, the finished product is packaged and inspected. The cooled organic fertilizer is screened again to ensure uniform granule size. It is then weighed and packaged by an automatic packaging machine, and product labels are applied, indicating nutrient content, production date, and other information. Before packaging, quality control personnel conduct sample testing to check indicators such as organic matter content, effective viable bacteria count, and heavy metal content. Only products that meet national standards are allowed to enter the market and be used in agricultural fields.
From organic waste to high-quality bio-organic fertilizer, every step of the production line is interconnected and meticulously executed. This “transformation journey” not only solves the problem of waste pollution but also achieves resource recycling, injecting continuous momentum into the development of green agriculture and contributing to the healthy cycle of the agricultural ecosystem.
Powdered fertilizers are widely used in agriculture due to their ease of application and uniform nutrient distribution. Their production process revolves around “raw material purification → precise proportioning → fine shaping.”
Raw material pretreatment is fundamental. Raw materials are selected based on the type of fertilizer. Organic fertilizer raw materials require the use of composted livestock manure, straw, etc., which are dried or air-dried to adjust the moisture content to 10%-15% to prevent subsequent clumping; inorganic fertilizer raw materials such as urea and monoammonium phosphate require impurity removal to eliminate stones, impurities, and other foreign matter, while simultaneously reducing the water content through drying equipment.
Mixing and proportioning is the core process. According to the preset nutrient ratio, various pre-treated raw materials are fed into a fertilizer mixer. For example, the production of NPK compound fertilizer requires precise proportioning of urea, diammonium phosphate, potassium chloride, and other raw materials. During the mixing process, uniform mixing must be ensured to avoid excessively high or low local nutrient concentrations. Horizontal ribbon mixers or vertical disc mixers are typically used.
Crushing and screening are crucial for shaping. The mixed material needs to be crushed by a fertilizer crusher to ensure that the particle size meets the standard (generally requiring a pass rate of over 80 mesh). The crushed material then enters a screening machine, where different mesh sizes are used to separate unqualified particles. Coarse particles are returned for secondary crushing, while fine particles proceed to the next stage.
Inspection and packaging are the final guarantee. The screened powdered fertilizer is sampled and tested. Key indicators include nutrient content, moisture content, and particle size. After passing the inspection, the fertilizer is sent to the packaging stage, where it is quantitatively packaged by an automatic packing machine, sealed, and labeled with product information.
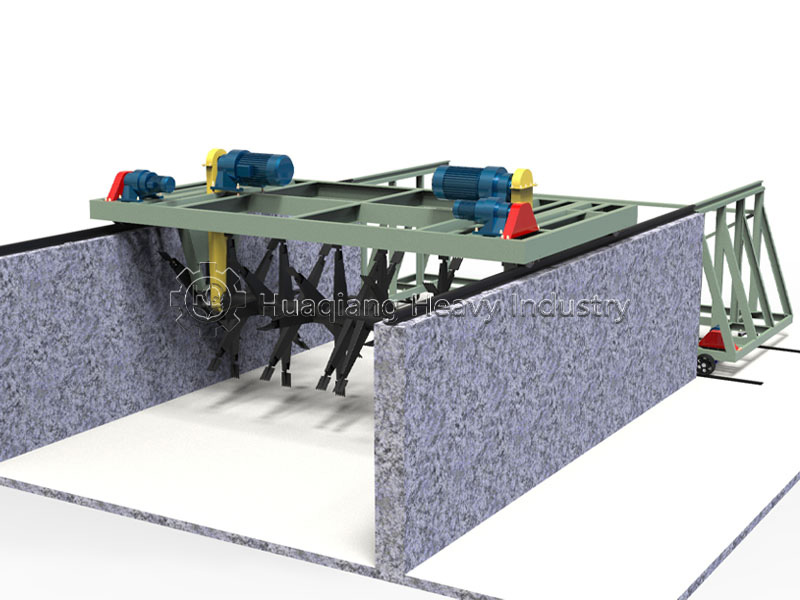
In the fields of organic fertilizer production, bioenergy development, and environmental treatment, a highly efficient piece of equipment is becoming the industry’s “new favorite”: the simple compost turning machine. This equipment is specifically designed for organic materials such as livestock and poultry manure, crop straw, and kitchen waste. Through aerobic fermentation technology, it easily achieves the resource utilization of organic waste.
Traditional organic material processing often faces problems such as low fermentation efficiency and high labor costs. The simple compost turning machine overcomes these challenges with its unique advantages. It features an automated operation design and is equipped with a PLC control system, allowing for precise control of movement, turning, and oxygen supply, reducing manual intervention. During operation, the equipment moves along the fermentation tank, turning the materials through a stacking mechanism. The oxygen supply system ensures sufficient oxygen, accelerating microbial activity and significantly improving fermentation efficiency, allowing organic materials to be quickly converted into high-quality organic fertilizer.
Furthermore, this equipment is highly adaptable and can meet the processing needs of different organic materials. Whether it’s batch processing on an organic fertilizer production line or waste conversion in environmental treatment projects, it can handle the task. As a professional manufacturer, we also provide complete organic fertilizer production line solutions, including NPK fertilizer production lines, disc granulation production lines, and other equipment, covering everything from material processing to finished product processing.
Today, environmental protection and resource recycling are becoming trends. The simple compost turning machine not only helps the agricultural sector produce green organic fertilizers but also promotes the reduction and resource utilization of organic waste, contributing to environmental protection.
In the field of fertilizer processing, dry granulation technology using fertilizer compaction machines has become a key link in promoting green industrial upgrading and improving production efficiency, thanks to its unique advantages. Compared to wet granulation, this technology does not require the addition of water and binders, achieving raw material shaping through mechanical extrusion. Its importance is reflected in several core dimensions, including environmental protection, raw material adaptability, and product quality.
Environmental upgrading is one of the core values of dry granulation. Wet granulation requires a subsequent drying process, which consumes a lot of energy and easily generates exhaust gas pollution. Dry granulation, however, eliminates the need for drying, significantly reducing energy and water consumption while minimizing pollutant emissions, perfectly aligning with green production policies.
Expanding the range of adaptable raw materials enhances industrial flexibility. Dry granulation is more compatible with varying raw material moisture content and composition. Whether it’s organic raw materials such as livestock and poultry manure compost or straw powder, or inorganic raw materials such as chemical fertilizer intermediates, efficient shaping can be achieved through fertilizer granules compaction machines.
Ensuring product quality enhances application value. The dry granulation process is gentle, preserving the nutrient components in the raw materials to the greatest extent possible, avoiding nutrient loss caused by high-temperature drying. At the same time, the granules formed by fertilizer extrusion technology have uniform hardness and good solubility, facilitating storage, transportation, and application. This technology is suitable for large-scale planting scenarios such as mechanical fertilization, improving fertilizer application efficiency and nutrient conversion rates, and providing support for improving the quality and efficiency of agricultural production.
The quality of fertilizer granules (forming rate, uniformity, strength, etc.) directly determines the fertilizer’s effectiveness and market competitiveness, and all of this highly depends on the performance and suitability of the compound fertilizer production equipment. From raw material mixing to finished product screening, the operating status of each piece of equipment directly affects the entire granule production process.
Production equipment is the core guarantee of granule quality. The mixing uniformity of the fertilizer mixer determines the consistent distribution of nitrogen, phosphorus, potassium, and additives in the material, preventing nutrient segregation in the granules; the parameter accuracy of the NPK fertilizer granulator (such as rotation speed and pressure) directly affects the granule forming rate and strength; and the fertilizer screener machine accurately screens qualified granules, removing impurities and unqualified products, ensuring that the finished product meets the required particle size.
Equipment performance determines production efficiency and stability. Efficient complete sets of production equipment can achieve continuous operation of raw material processing, mixing, granulation, and screening, significantly increasing the granule output per unit of time; at the same time, the stability of the equipment directly affects production continuity, reducing downtime losses caused by equipment failures.
Rational equipment configuration is key to cost control. Suitable production equipment can accurately control raw material usage and energy consumption, reducing material waste; high-quality equipment has lower maintenance costs and a longer service life, reducing long-term investment. In addition, equipment that meets standards can ensure that granule quality meets requirements, avoiding additional costs caused by rework due to unqualified products, and indirectly improving production efficiency.
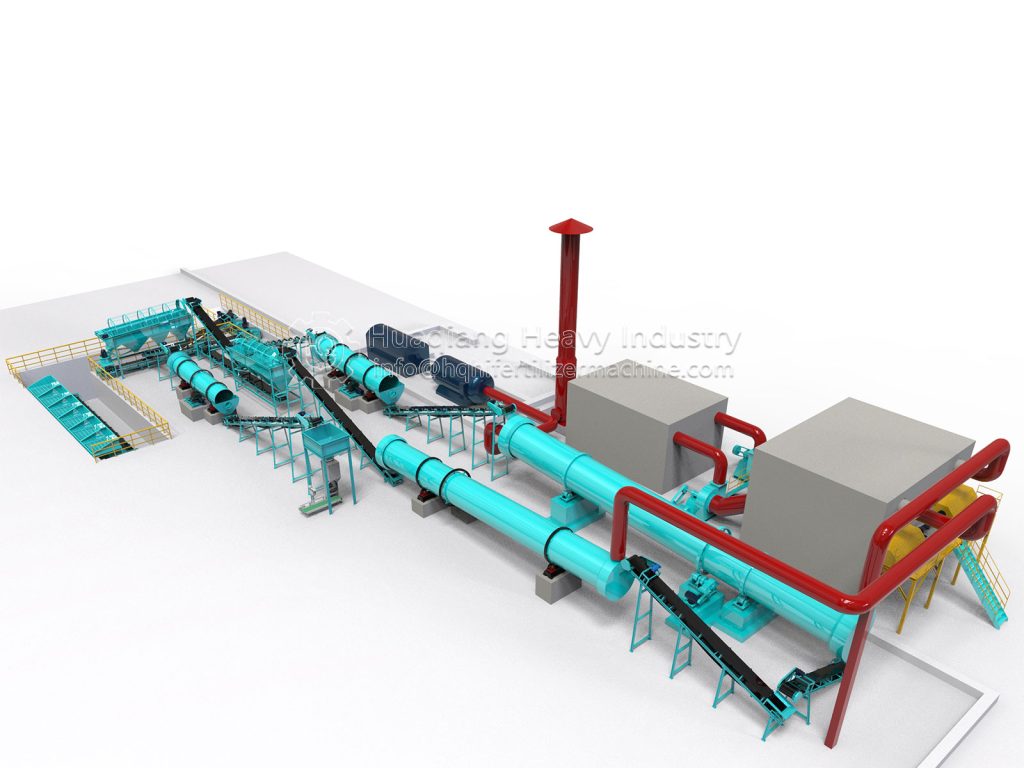
Under the global trend of green agricultural transformation and solid waste resource utilization, the horizontal mixing extrusion granulation production line has become the mainstream equipment for organic fertilizer and bio-fertilizer production due to its core advantages of no drying, low energy consumption, and wide adaptability. This production line adopts a cold granulation process, eliminating the need for external heat sources and excessive binders. Through mechanical mixing and extrusion, the raw materials are directly agglomerated and shaped, perfectly matching the characteristics of high-moisture, high-viscosity organic fertilizer raw materials, effectively solving the industry pain point of poor adaptability of traditional granulation processes to organic fertilizer raw materials.
Its core adaptability lies in its broad coverage of fertilizer categories. It primarily produces pure organic fertilizer, bio-organic fertilizer, and refined organic fertilizer, and can process various organic composting materials such as livestock and poultry manure, straw, mushroom residue, and kitchen waste. It is especially suitable for bio-organic fertilizer production—the entire process involves low-temperature granulation without damaging the activity of biological bacteria, resulting in a live bacteria survival rate of over 95%. Meanwhile, through process fine-tuning, it can also be compatible with the production of organic-inorganic compound fertilizers, micronutrient fertilizers, and other types, significantly improving equipment utilization and adapting to different fertilization needs for field crops and fruit and vegetable cultivation. It is worth noting that this production line is not suitable for high-concentration compound fertilizers, pure inorganic fertilizers, or other low-viscosity raw materials that require drying; precise matching of production requirements is necessary when selecting the model.
High efficiency, energy saving, and environmental protection are its core competitive advantages for global promotion. The production line eliminates the need for a drying section, consuming only 20-30 kWh per ton of fertilizer, only one-fifth of traditional rotary drum granulation lines, significantly reducing production energy consumption and costs; it can directly process raw materials with a moisture content of 25%-45% without pre-drying, saving investment and energy consumption in drying equipment. In terms of environmental protection, the accompanying pulse dust collector effectively controls dust emissions, meeting environmental standards worldwide, while also promoting the resource utilization of organic solid waste, aligning with green agricultural development policies.
Flexible capacity configuration adapts to different scales of production needs. From 1-3 t/h production lines suitable for small farms, to large-scale lines of 8-15 t/h required by large enterprises, and customized lines of 15-25 t/h for group-scale mass production, the equipment can precisely match the production scale of different regions worldwide. The equipment has a simple structure and low maintenance costs; a medium-sized line requires only 500-800 square meters of plant space, and can be put into operation within 15-20 days after installation and commissioning. This lowers the entry barrier for small and medium-sized organic fertilizer enterprises and provides a high-efficiency mass production solution for large enterprises.
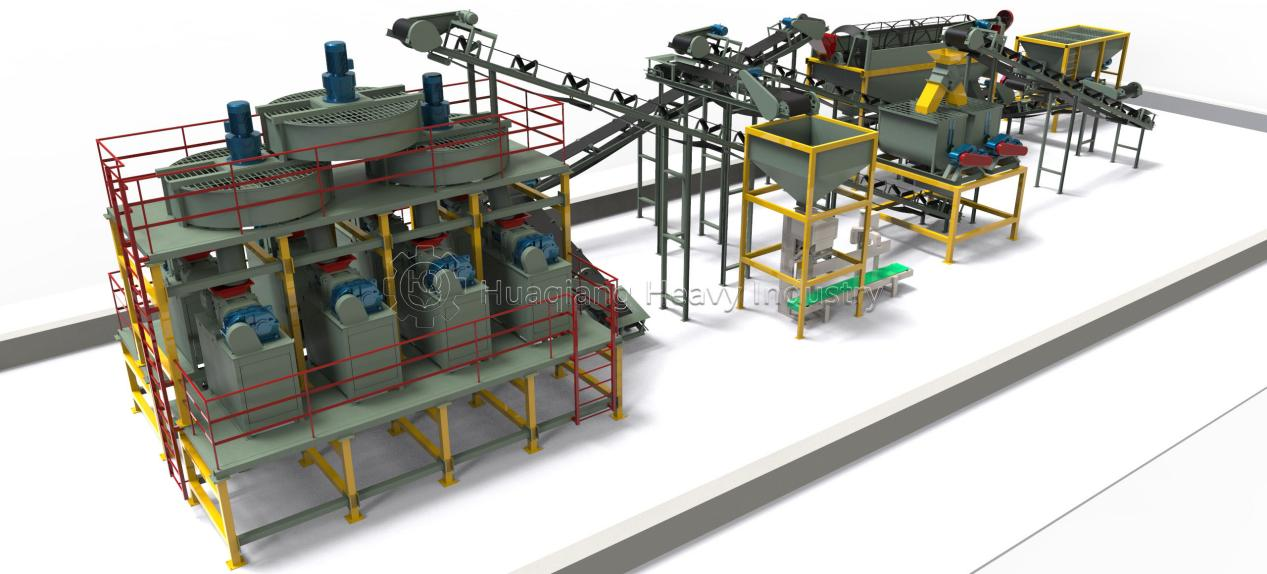
The efficient and stable operation of the horizontal mixing extrusion granulation production line relies on scientific technical principles, reasonable process configuration, and standardized operation management. As the core equipment of the organic fertilizer cold granulation process, its core technology lies in achieving raw material agglomeration and shaping through mechanical force. Simultaneously, its modular process design adapts to different production needs. Mastering its technical points and practical operating procedures is key to ensuring production efficiency and product quality.
The core working principle is simple and efficient. A double-helix stirring shaft inside the horizontal main unit is driven by a motor to rotate at high speed. The raw materials are vigorously stirred and kneaded within the cylinder to form a uniform material agglomeration. Under axial thrust, this agglomerate moves towards the discharge port and is ultimately forced through the screen openings by radial pressure applied by the extrusion scraper and discharge screen, forming cylindrical granules. The particle size can be adjusted via the screen (2~12mm). The entire granulation process is cold-granulation without heating or the addition of additional binders, perfectly adapting to the physical characteristics of organic fertilizer raw materials. This is its core advantage, distinguishing it from other granulation processes.
The production line adopts a modular process design, offering two flow options: a basic flow and a high-end flow. The basic flow covers core steps such as raw material crushing, mixing, granulation, screening, and packaging, meeting production standards at a low cost. The high-end flow adds equipment such as a drum polisher, air cooler, and palletizer, improving granule roundness and storage and transportation stability, adapting to large-scale mass production needs. The core equipment includes a horizontal mixing and extrusion granulation unit (accounting for 60% of the equipment investment), a pre-treatment crusher and mixer, and a post-treatment vibrating screen. Auxiliary equipment can be selected as needed to avoid ineffective investment.
Scientific equipment selection and standardized operation are key to successful production. Equipment selection should be based on production capacity and product positioning. For production lines primarily focused on bio-organic fertilizer or those pursuing low-cost production, this production line should be prioritized. Medium-sized lines can be equipped with polishing machines to improve granule quality, offering the best cost-effectiveness. During operation, raw material control is paramount. The organic fertilizer compost must be crushed to ≤5mm, with a moisture content controlled between 30% and 35%, and the coarse fiber content not exceeding 30%. Equipment operation requires adjusting the mixing shaft speed according to the raw material type and regularly checking screen wear. Simultaneously, environmental protection equipment is necessary to ensure that dust and odor emissions meet standards.
In the future, the production line is being upgraded towards intelligence and integration, realizing automatic parameter adjustment and remote monitoring through a PLC control system, integrating multiple processes to improve production efficiency, and expanding the processing capacity of raw materials such as municipal sludge and kitchen waste, further aligning with the global trend of solid waste resource utilization and green agricultural development.
Diverse Granulation Pathways in Modern Fertilizer Plants
The horizontal mixing extrusion granulation line exemplifies one of several fertilizer granulation processes within a professional fertilizer manufacturing equipment portfolio. This method is ideal for high-moisture organic materials and is central to a dedicated bio organic fertilizer production line, where it preserves microbial viability. For mineral-based production, a different set of technologies is employed. An npk fertilizer production line typically starts with a npk blending machine for powder formulation, followed by granulation. Here, a disc granulation production line using a disc granulator is a common wet agglomeration method, or a double roller press granulator for dry compaction.
Selecting the right fertilizer raw material processing machinery and equipment is fundamental to plant design. An integrated fertilizer manufacturing plant equipment setup may include both organic and NPK lines. For instance, raw materials might first be processed in an organic fertilizer production line fed by a windrow composting machine, while a parallel npk fertilizer line handles inorganic blends. The key is matching the granulation technology—whether extrusion, disc granulation, or roller pressing—to the physical and chemical properties of the feedstock to optimize efficiency, product quality, and energy consumption.
This technological diversity allows manufacturers to build versatile facilities capable of producing a wide range of organic, bio-organic, and compound fertilizers, meeting the specific nutritional and logistical demands of different agricultural markets.
Double roller press granulators, with their advantages of dry granulation, no drying required, and low energy consumption, are commonly used equipment in fertilizer production lines. Achieving a high molding rate and stable particle strength is crucial, and this depends on controlling raw material suitability, parameter adjustment, and standardized operation.
Raw material pretreatment is fundamental. The moisture content of the raw materials should be controlled between 8% and 12%; too high a moisture content can lead to roller sticking and clumping, while too low a moisture content makes molding difficult. After crushing and screening, ensure the particle size is ≤2mm, and thoroughly mix the materials using a fertilizer mixer machine to avoid uneven composition. Coarse fiber and high-hardness raw materials need to be softened in advance to reduce the extrusion load.
Precise parameter adjustment is key. Adjust the roller gap (0.5-2mm) according to the target particle size; a gap that is too large results in loose particles, while a gap that is too small leads to high energy consumption and easy wear of the roller surface. Match the appropriate roller pressure and rotation speed according to the characteristics of the raw materials—increase the roller pressure and decrease the rotation speed for high-hardness materials, and vice versa for lightweight materials, ensuring a molding rate of ≥90%.
Standardized operation and maintenance are essential. Before starting, check the flatness of the roller surface and the lubrication of the transmission system to avoid idling wear; during operation, observe the particle morphology in real time and fine-tune the parameters; after shutdown, clean the residue on the roller surface, regularly polish the roller surface and tighten the connecting parts, and strictly prevent metal impurities from scratching the roller surface.
By mastering these techniques, you can fully utilize the advantages of the double roller press granulator, produce high-quality and stable fertilizer granules, extend equipment life, and adapt to various granulation needs such as NPK compound fertilizers, contributing to improved quality and efficiency in fertilizer production.
Organic fertilizer, a cornerstone of sustainable agriculture, derives its effectiveness from three core “ingredients,” a concept defined by two complementary perspectives: the essential nutrients it provides for plant growth and the primary raw materials that form its composition. These ingredients work in synergy to nourish plants and improve soil health, and their transformation into high-quality fertilizer is largely dependent on fermentation—a vital microbial process that breaks down raw materials into stable, nutrient-dense forms. Understanding both the key ingredients and the role of fermentation is essential to grasping the value and production logic of organic fertilizer in 2026.
From the perspective of essential nutrients, the three main ingredients of organic fertilizer align with the universal NPK framework that categorizes all fertilizers. Nitrogen (N), the first core nutrient, is critical for promoting lush, green foliage growth as a key component of chlorophyll, which drives photosynthesis. Phosphorus (P) focuses on underground and reproductive growth, stimulating robust root development and encouraging the production of flowers, fruits, and seeds—directly enhancing crop yield and quality. Potassium (K), the third essential nutrient, acts as a “health booster,” strengthening plants’ disease resistance and their ability to withstand environmental stresses such as cold, drought, or salinity. Unlike synthetic fertilizers that deliver these nutrients in concentrated chemical forms, organic fertilizer provides NPK through natural, slow-release compounds that nourish both plants and soil microbes.
From a manufacturing standpoint, the three primary raw material classes constitute the physical “ingredients” of high-quality organic fertilizer in 2026. The first class is animal by-products, which are rich in nitrogen and phosphorus. Common examples include cattle and poultry manure, bone meal, and blood meal—materials that are nutrient-dense but require thorough treatment to eliminate pathogens and odors. The second class is plant-based materials, which offer a balanced nutrient profile and play a key role in improving soil structure. Compost, alfalfa meal, cottonseed meal, and seaweed/kelp meal fall into this category, providing not only NPK but also organic matter that enhances soil aeration and water-holding capacity. The third class is carbon sources, essential for feeding beneficial soil microbes and regulating nutrient release rates. In 2026, common carbon sources include straw, biochar, and sawdust—materials that extend the fertilizer’s effectiveness by supporting microbial activity in the soil.
A critical link between these raw materials and usable nutrients is fermentation, a microbial process that transforms bulky, potentially harmful organic wastes into stable, plant-friendly fertilizer. Fermentation in organic fertilizer production primarily relies on four main biochemical pathways, each contributing to the decomposition and nutrient transformation of the three core raw material classes. Alcoholic fermentation, driven by yeasts like Saccharomyces cerevisiae, initiates the breakdown of carbohydrate-rich plant materials (such as straw and grain residues) by converting sugars into ethanol and carbon dioxide, serving as a transitional stage for further decomposition. Acetic acid fermentation, an aerobic process carried out by Acetobacter bacteria, oxidizes ethanol into acetic acid, which helps break down complex organic matter like lignin in plant residues and adjusts the fermentation environment’s pH to suppress pathogenic bacteria—critical for processing plant-based materials safely.
Butyric acid or alkali fermentation plays a key role in processing animal by-products. Clostridium bacteria and proteolytic microbes drive this anaerobic process, breaking down proteins and fats in manure, bone meal, and blood meal into amino acids, ammonia, and other alkaline compounds. This not only eliminates odors and pathogens but also converts unstable nitrogen and phosphorus into forms that plants can absorb gradually. Lactic acid fermentation, though less direct, contributes by adding probiotic lactic acid bacteria that improve the microbial balance of the fermentation matrix, indirectly enhancing nutrient conversion efficiency.
In 2026, industrial organic fertilizer production primarily adopts solid-state fermentation (SSF), a cost-effective process where microbes grow on moist solid substrates (the three raw material classes) with little to no free water. This method efficiently converts bulky raw materials into granular or powdered fertilizer, realizing resource recycling. For gardeners and small-scale farmers, specific raw materials can be selected to target nutrient needs: blood meal, feather meal, and composted poultry manure are top sources for boosting nitrogen; bone meal and rock phosphate excel at increasing phosphorus; and kelp meal, wood ash, and naturally mined sulfate of potash are ideal for enhancing potassium levels—all of which require appropriate fermentation to unlock their full potential.
In summary, the three main ingredients of organic fertilizer are dual-faceted: NPK as the essential nutrient core and animal by-products, plant-based materials, and carbon sources as the primary raw material foundation. Fermentation acts as a bridge between these raw materials and usable nutrients, leveraging microbial activity to decompose, purify, and transform ingredients into stable, effective fertilizer. As sustainable agriculture advances in 2026, the rational matching of these three core ingredients and the optimization of fermentation processes remain key to maximizing the value of organic fertilizer, fostering healthy soil ecosystems, and ensuring long-term agricultural productivity.
Mechanized Production Systems for Commercial Organic Fertilizer
The transition from fermented raw materials to a commercial product requires a dedicated organic fertilizer manufacturing system. A standard organic fertilizer production line integrates several stages. Following fermentation, which is often accelerated by equipment like a large wheel compost turning machine or a chain compost turning machine for aeration, the cured material is ready for shaping. The core process of organic fertilizer production granulation offers multiple technological paths. A traditional and effective method is the organic fertilizer disc granulation production line, which forms spherical pellets through a tumbling action.
For different product specifications, alternative granulation equipment is available. A flat die press pellet machine for sale produces dense cylindrical pellets via extrusion. For operations seeking process integration and space savings, a new type two in one organic fertilizer granulator combines mixing and granulation in a single unit. More complex organic fertilizer combined granulation production line setups may sequentially employ different granulators to achieve optimal particle structure. When incorporating specific microbial consortia post-fermentation, the system evolves into a specialized bio organic fertilizer production line, where gentle granulation is crucial to preserve microbe viability.
This mechanized organic fertilizer manufacturing approach ensures the efficient transformation of locally sourced, fermented organic ingredients into standardized, easy-to-apply fertilizers, closing the loop in sustainable nutrient management and adding significant value to agricultural by-products.