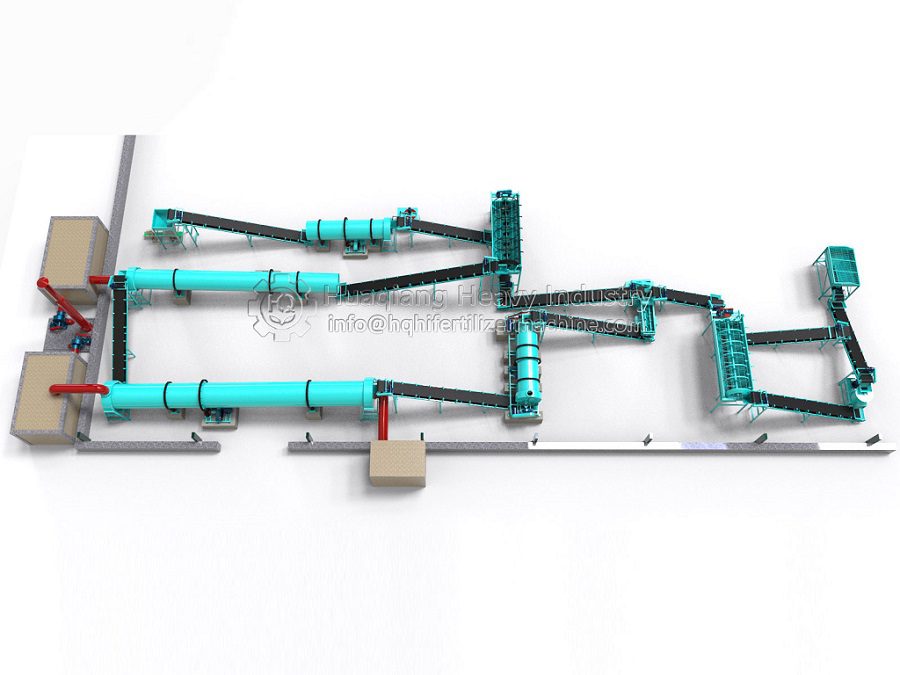
As the “heart” of an NPK compound fertilizer production line, a malfunction in a rotary drum granulator can directly lead to the shutdown of the entire production line, causing significant economic losses. Based on practical experience from over a thousand projects worldwide, the Huaqiang Heavy Industry technical team has systematically identified the three most common malfunctions of rotary drum granulators: uneven particle size, abnormal equipment vibration, and discharge blockage. They have developed an efficient and practical troubleshooting and resolution process to help companies minimize unplanned downtime.

I. Particle Quality Problem Analysis and Precise Control
Particle quality is the core of the pelletizing process, with common problems including uneven particle size and insufficient strength.
1. Uneven Particle Size (Varied Size, Poor Roundness)
Root Cause: Insufficient uniformity of raw material mixing or imbalance in process parameters. Among these, raw material moisture control is crucial. Excessive moisture (>30%) easily leads to the formation of large lumps, while insufficient moisture (<20%) hinders nucleation. The ideal range is 20%-30%.
Troubleshooting Steps: First, check the accuracy of the automatic batching system and whether the amount of binder (such as sulfuric acid, steam, water, etc.) added matches the flow rate of the main raw material; second, check the steam pressure and its uniformity; finally, sample and test the initial moisture content and particle size distribution of the raw material.
Solutions: Calibrate the batching scale and flow meter to ensure the error is within ±1%; install or optimize the atomizing nozzle to ensure uniform atomization of the binder; pre-dry or condition the raw material.
2. Low Particle Strength (Easily Broken, High Powdering Rate)
Core Cause: The internal structure of the particles is not compact, usually related to the drum speed, residence time, and liquid phase volume.
Solutions: While ensuring that the particles do not wear down due to excessive rolling, the drum speed can be appropriately increased to enhance the rolling compaction effect; or the amount of binder added can be slightly increased within the allowable range to promote liquid phase bridging between particles; check and optimize the drying temperature curve to avoid “overcooked on the outside and undercooked on the inside”.
II. Identification and Handling of Equipment Mechanical Faults Abnormal equipment vibration is a serious signal threatening equipment lifespan and operational safety.
Troubleshooting Path: First, perform “listen, look, and measure”—listen for abnormal noises, observe the smoothness of the drum’s trajectory, and use a vibration meter to check the amplitude of key components. The most common causes are dynamic imbalance of the drum (caused by uneven material distribution or localized scaling) or loose mechanical connections (anchor bolts, transmission connectors).
Remedial Measures: Immediately stop the machine and clean stubborn scaling inside the drum; use a level to re-measure and adjust the drum’s installation level; thoroughly tighten all anchor bolts and coupling bolts, and if necessary, install high-performance vibration damping pads on the base. For equipment operating for extended periods, regularly inspect and correct the wear and position of the support rollers and thrust roller assemblies.
Blockage in the discharge system is a sudden and acute failure that leads to production interruptions.
Prevention and Handling: Blockages are often caused by large pieces of debris in the raw materials or fragments from broken screens. A permanent magnet separator and a screening and impurity removal device should be added at the front end of the feed belt to eliminate foreign objects such as ironware, woven bags, and stones at the source. Meanwhile, a regular inspection system for screens should be established, and any worn or broken screens should be replaced immediately. In case of blockage, feeding should be stopped immediately, the maintenance door opened for manual cleaning, and the equipment jogged in reverse to assist in unblocking.

III. Building a Preventive Maintenance and Intelligent Support System Experience shows that systematic management is more important than emergency repairs after a breakdown.
Establish an operation log: Record key data such as drum speed, main motor current, bearing temperature, steam pressure, and output in detail daily. This data is a valuable basis for judging equipment operating trends and warning of potential faults.
Make good use of remote technical support: Professional support is crucial in the face of complex or sudden failures. Huaqiang Heavy Industry has established a global 24/7 online technical support network. Overseas customers can use instant messaging tools such as WhatsApp to send on-site videos, pictures, and data in real time. Engineers can conduct remote “cloud diagnostics,” providing a clear solution or guiding on-site personnel to complete repairs within an average of 4 hours, greatly reducing downtime.
Conclusion: From Reactive Maintenance to Proactive Management The stable operation of a rotary drum granulator relies on a deep understanding of the process principles, meticulous monitoring of equipment status, and an efficient fault response mechanism. Enterprises should solidify engineers’ practical experience into standard operating procedures and actively embrace new services such as digital remote support. This will allow them to build a modern equipment management system that moves from “reactive fault response” to “proactive predictive maintenance,” ensuring continuous, efficient, and high-quality production.
Comparative Granulation Pathways in Fertilizer Production
The detailed troubleshooting for a rotary drum granulator highlights the complexities of wet drum granulation technology, a cornerstone of the conventional npk fertilizer manufacturing process. This fertilizer granulation technology relies on a rotating drum granulator and liquid binders to form spherical granules, a method central to many npk fertilizer production process lines. In contrast, an alternative fertilizer production machine technology is the dry granulation method, embodied in a roller press granulator production line.
This dry method is based on fertilizer granules compaction (or fertilizer compaction), where high mechanical pressure is applied to powder without added moisture. The choice between these two core technologies fundamentally shapes the npk manufacturing process. Drum granulation is favored for high-volume production of spherical granules but requires careful moisture and binder control. Roller press compaction offers energy savings by eliminating drying but produces differently shaped granules. Each represents a distinct approach within the broader spectrum of modern fertilizer manufacturing.
Therefore, understanding the operational nuances and common failures of each granulation system is essential for plant managers. It allows for informed technology selection based on raw material properties and product requirements, and ensures efficient troubleshooting to maintain continuous production, whether in a drum-based or compaction-based facility.