20-20-20 compound fertilizer is a balanced fertilizer with a 1:1:1 ratio of nitrogen, phosphorus, and potassium. Its core function is to provide crops with stable and comprehensive nutrition, preventing uneven growth due to nutrient deficiencies. The optimal application timing should be determined in conjunction with the crop’s nutrient requirements during its growth stages. Using standardized products produced through a regulated NPK fertilizer production line and granulation technology will yield better results.
The seedling stage to the rapid growth stage is the critical time. During the seedling to tillering/branching stage of field crops and fruits and vegetables, the roots and stems and leaves grow simultaneously, requiring a balanced supply of nitrogen, phosphorus, and potassium. Application at this time promotes strong root development and even stem and leaf growth, preventing weak or leggy seedlings and laying the foundation for balanced fruiting later.
Apply a supplementary dose 10-15 days before the flowering and fruiting period to ensure continuous nutrient supply. This supplementary fertilization meets the needs of flower bud differentiation and fruit setting, preventing nutrient imbalances that lead to flower and fruit drop and uneven fruit setting, and reducing the occurrence of small, large, and deformed fruits.
Cleverly supplement during later stages of nutrient deficiency to maintain even growth. If crops show yellowing leaves and slowed growth, a small supplementary application can alleviate nutrient deficiency, preventing polarized plant growth and maintaining healthy stems and leaves.
Note: Avoid excessive application during flowering and peak fruiting periods to prevent root burn. Apply in conjunction with watering, and mix with organic fertilizer using a fertilizer mixer to enhance effectiveness; choose products from a reputable NPK fertilizer production line using standardized NPK compound fertilizer granulation technology to ensure balanced nutrients and stable quality.
In fertilizer processing, dry granulation technology is a mainstream process, primarily utilizing double roller press granulators. Its purpose is not simply to change the form of the fertilizer, but rather to focus on three core aspects: preserving fertilizer efficacy, facilitating storage and transportation, and adapting to production needs. By considering the characteristics of the raw materials, this technology aims to improve both fertilizer quality and processing efficiency, making it suitable for large-scale production.
Preserving fertilizer efficacy and preventing nutrient loss is the primary objective. Fertilizer dry granulation technology does not require large amounts of water or high-temperature drying. It relies on the mechanical extrusion of the double roller press granulator for direct molding, avoiding the decomposition and volatilization of heat-sensitive and easily decomposable raw materials due to high temperatures. This reduces nutrient loss caused by moisture, ensuring accurate nutrient content.
Optimizing form and improving convenience in storage, transportation, and application is a core practical objective. Powdered fertilizers are prone to moisture absorption, caking, and dust dispersion, making application inconvenient. Fertilizer dry granulation technology processes them into uniform, compact granules with good fluidity, facilitating storage, transportation, and precise mechanical application, preventing seedling burn and saving labor while improving efficiency.
Adapting to diverse needs and reducing costs is an important objective. This technology has low energy consumption and does not require complex drying processes. The double roller press granulator can accommodate various raw materials and formulations without requiring large amounts of binders, reducing waste and costs. It also adapts to continuous operation in large-scale fertilizer production lines, improving processing efficiency.
In summary, the core of dry granulation technology in fertilizer processing is to optimize practicality and adapt to production while preserving fertilizer efficacy, balancing quality, efficiency, and cost, laying a solid foundation for subsequent stages of fertilizer processing.
Organic fertilizer composting is a crucial step in bio-fertilizer production. Relying solely on microbial fermentation agents or organic fertilizer compost turning machines makes it difficult to balance efficiency and quality. The scientific combination of the two can solve pain points such as slow composting, nutrient loss, and uneven fermentation, making it a core solution for high-quality organic fertilizer preparation.
The core of this combination is “reagent empowerment + equipment assistance,” exhibiting strong complementarity. Microbial fermentation agents can quickly activate beneficial bacteria in organic materials, accelerating the decomposition of raw materials such as straw and livestock manure, reducing odors, and retaining nutrients. Organic fertilizer compost turning machines optimize the fermentation environment, achieving uniform material mixing through regular turning, supplementing oxygen, and regulating temperature and humidity, ensuring optimal microbial activity.
Synergistic application accelerates both speed and quality: Without a compost turning machine, fermentation agents tend to accumulate locally, leading to uneven composting; without fermentation agents, turning only achieves physical mixing, significantly prolonging the composting cycle. With the combination of the two, the composting cycle can be shortened by more than 30%, resulting in fermented organic fertilizer with uniform nutrients and high beneficial bacteria activity, better suited to soil improvement and crop needs. Two points should be noted when applying this method: First, the dosage of microbial fermentation agent should be rationally proportioned according to the type of organic material; second, the turning frequency of the compost turner should be adjusted according to the fermentation progress to avoid excessive turning that depletes nutrients or insufficient turning that affects fermentation.
In summary, the combination of these two methods breaks through the limitations of single-operation methods, achieving the goal of “efficient, uniform, and high-quality” organic fertilizer composting. It is suitable for the fermentation of various organic materials, providing a simple and feasible solution for high-quality organic fertilizer production lines.
Open-air composting is greatly affected by terrain, space, and the natural environment, requiring higher demands on the passability, flexibility, and stability of composting equipment. Windrow compost turning machines, with their unique advantages for open-air environments, have become the preferred equipment for open-air composting compared to other types of windrow turners.
The tracked design is adapted to complex open-air terrain, offering excellent passability. Open-air sites often have uneven ground, soft soil, or residual debris. Windrow compost turning machines have a large ground contact area and low ground pressure, preventing them from getting stuck. They can operate smoothly in muddy conditions and overcome small obstacles, eliminating the need for pre-site leveling and significantly reducing initial preparation costs.
High operational flexibility adapts to diverse open-air compost piles. Open-air compost piles have no fixed size or shape. Windrow compost turning machines can flexibly adjust their operating angle and range, handling both large, continuous piles and scattered piles. Compared to wheeled equipment, they have no turning radius limitations, making full use of open-air space.
Strong resistance to environmental interference adapts to varying open-air conditions. Open-air operations are affected by wind and rain, causing compost piles to compact. Windrow compost turning machines have powerful engines that can efficiently break up compacted piles, ensuring proper aeration. Their robust design protects against sun and rain, ensuring high operational stability and reducing downtime, making them suitable for long-term open-air operations.
In summary, windrow compost turning machines precisely address the challenges of complex terrain, flexible space requirements, and variable environmental conditions in open-air composting, balancing operational efficiency and stability, making them the optimal organic fertilizer composting equipment for open-air applications.
The core of commercial organic fertilizer production lies in balancing three key elements: “large-scale production, stable quality, and compliant adaptation.” Unlike small-scale workshop production, it requires considering production efficiency, product competitiveness, and market demand to achieve a closed-loop operation from raw material processing to terminal sales.
Precise market positioning is the prerequisite. It requires combining regional planting structures, focusing on economic crops such as fruits, vegetables, and tea, or field crops, and customizing formulas with high organic matter and targeted addition of trace elements. Simultaneously, differentiating between high-end organic fertilizers and general-purpose products is necessary to match the purchasing power and needs of different customer groups.
Quality compliance is fundamental. Strictly adhering to national organic fertilizer standards, controlling raw material safety and maturity, regularly testing indicators such as organic matter and effective viable bacteria count, standardizing product labeling, and obtaining relevant production and organic certifications are crucial to mitigate compliance risks.
Channel layout and cost control determine profitability. Connecting with distributors, planting bases, and agricultural supply stores expands offline channels, while also leveraging online e-commerce for traffic; optimizing raw material procurement and production processes reduces energy consumption and operating costs, enabling large-scale profitability.
Granular potassium fertilizer is a type of fertilizer made from potassium-containing raw materials that are processed and shaped. Production involves mixing raw materials using a fertilizer mixer, shaping them through an NPK fertilizer production line, and then screening the finished product with a fertilizer screener machine to ensure uniform particle size. Compared to powdered potassium fertilizer, it is easier to apply, has uniform nutrient distribution, and minimizes losses. It is suitable for mechanized fertilization and is a commonly used raw material for NPK fertilizers, widely applied in the cultivation of various crops.
Common granular potassium fertilizers are divided into four main categories, all requiring fertilizer production equipment for manufacturing. Some can be mass-produced through NPK fertilizer production lines, suitable for different soils and crops.
Potassium chloride is cost-effective and has a high potassium content. Its granules are firm and less prone to caking, suitable for grains, cotton, etc., but should not be used on chlorine-sensitive crops. Long-term use requires precautions against soil acidification.
Potassium sulfate is a chlorine-free potassium fertilizer, suitable for chlorine-sensitive crops and saline-alkali soils. It provides both potassium supplementation and soil improvement. The granules have good fluidity and can be mixed with other fertilizers. However, it has high production costs, and long-term use can lead to the accumulation of sulfates.
Potassium nitrate contains both potassium and nitrogen nutrients. The granules are uniform and easily absorbed, suitable for top dressing of economic crops such as fruits and vegetables. It can improve crop resistance to stress. It needs to be stored away from light and high temperatures to prevent nutrient loss.
Granular monopotassium phosphate has high purity and contains both phosphorus and potassium. The granules are dense and have high utilization efficiency, suitable for top dressing during the flowering and fruit development stages of crops, promoting flower bud differentiation and fruit enlargement. It is relatively expensive and mainly used for high-value crops.
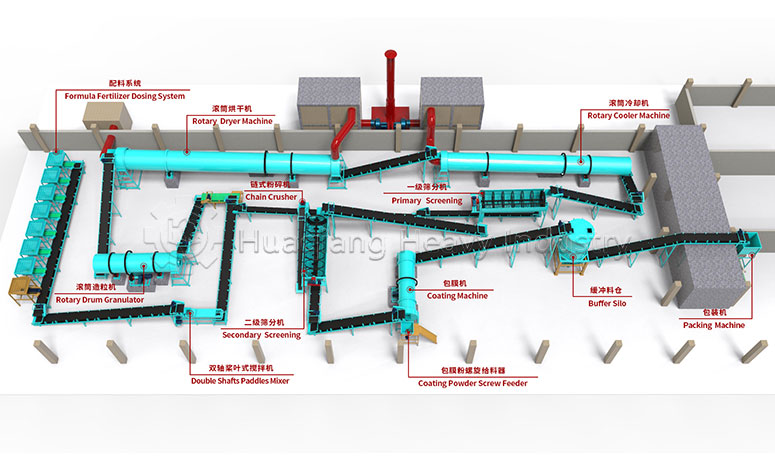
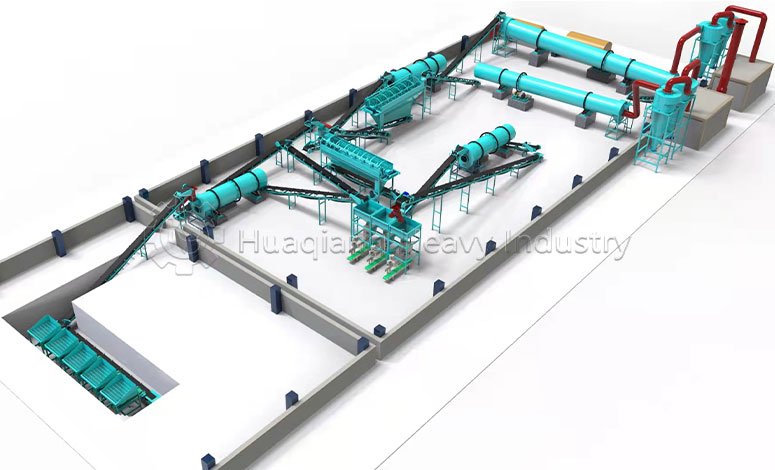
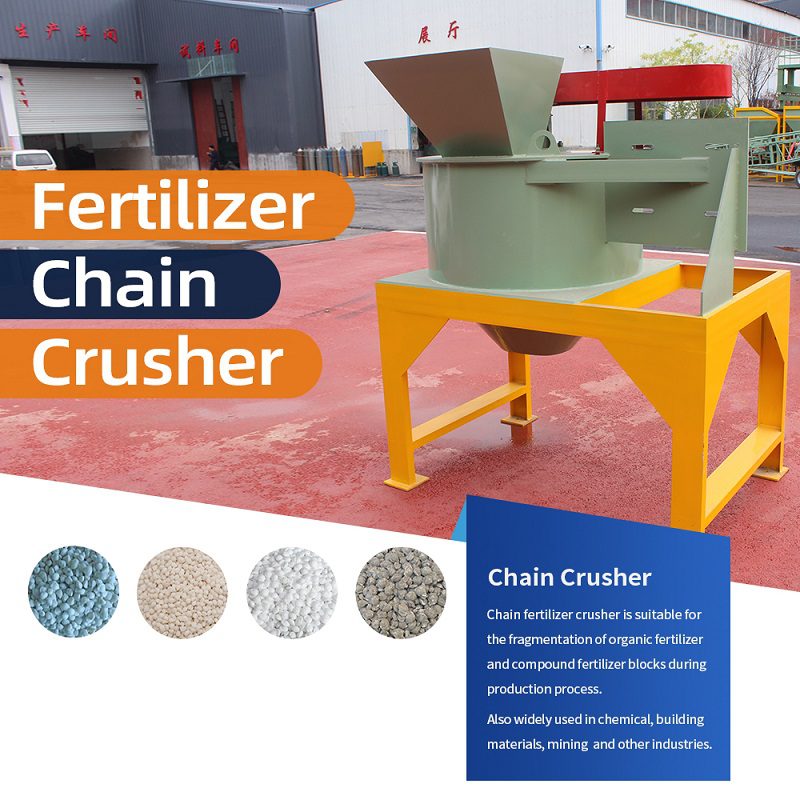
In fertilizer production lines, chain crushers play a crucial role as the “pioneers” of raw material pretreatment. Their operational stability directly affects the accuracy of subsequent batching and granulation quality. However, high-intensity, continuous crushing operations make problems such as material jamming and uneven particle size frequent issues that plague many production workshops. Mastering the rapid diagnosis and solutions for these common faults, and implementing thorough daily maintenance, are key to ensuring the continuous and efficient operation of the production line. This article will focus on chain crushers, providing you with a practical guide from rapid troubleshooting to preventive maintenance.
High-Frequency Fault 1: Material Jamming or Blockage at the Inlet
This is one of the most troublesome sudden faults in production, usually accompanied by abnormal equipment noise or complete shutdown.
Step-by-step troubleshooting and quick solutions:
Immediately stop the machine and cut off the power: This is the primary principle of safe operation. Subsequent inspections can only be performed after ensuring the equipment is completely stopped and the power is cut off.
Reverse troubleshooting method: First, check if the outlet is blocked. Sometimes, downstream conveying equipment failure or screen blockage can cause material to accumulate in the crushing chamber, leading to a blockage at the inlet. Clearing the outlet is the first step.
Check the incoming material: If the outlet is clear, the problem is most likely in the incoming material itself. Focus on checking for the presence of excessively hard foreign objects (such as iron blocks, stones) or long, easily tangled fibrous materials that exceed the equipment’s design specifications. In the production of organic and inorganic compound fertilizers, the inclusion of insufficiently crushed packaging ropes and plastic films in the raw materials is a common cause.
Targeted cleaning and adjustments:
For hard object jamming: Open the inspection door and carefully remove the foreign object using professional tools (never use your hands directly).
For entanglement and fluffy material blockage: In addition to cleaning, prevention from the source is necessary. Adjust the speed of the front-end feeder to ensure uniform and continuous feeding, avoiding excessive instantaneous flow. For easily tangled materials, consider installing a simple hook-type cleaning grate above the inlet. II. High-Frequency Fault 2: Uneven Particle Size After Crushing, Excessive Fine Powder or Oversized Particles
The finished product particle size does not meet process requirements, which will seriously affect the pelletizing rate and particle strength in subsequent granulation.
Step-by-step troubleshooting and solutions:
First, check the screen (sieve plate): This is the component with the highest failure rate. After shutting down, immediately check if the screen is damaged, worn, or clogged.
Damage: This will cause some unqualified coarse particles to leak out directly, and the screen must be replaced immediately.
Severe wear: The sieve holes are worn larger, also leading to coarser particle size. The sieve hole size should be measured regularly.
Clogging: Materials with high humidity or sticky raw materials (such as some recycled materials) can easily clog the sieve holes, preventing qualified fine powder from being discharged in time, resulting in excessive crushing inside the machine and the production of too much powder. The solution is to clean the screen and optimize the moisture content of the material in the preceding process.
Check the wear status of the hammer heads: The hammer heads are the components that directly perform the work. When the hammer heads are severely worn, their crushing efficiency decreases, and the impact and shearing force on the material are insufficient, leading to an increase in coarse particles. Regular inspections should be performed. When the wear on one side of the hammer head reaches one-third of its original size, it is recommended to change the direction or replace them in sets to maintain rotor balance.
Check the rotor speed and clearance: Under the premise of ensuring safety, a professional electrician should inspect the motor and transmission system to ensure that the rotor reaches the rated speed. Insufficient power will lead to weak crushing. At the same time, check the working clearance between the hammer head and the screen. Too large a gap will reduce the crushing effect, while too small a gap will accelerate wear and may produce excessive fine powder. This gap should be adjusted to the optimal range recommended in the equipment manual (usually 10-20 mm) according to the material characteristics (such as hardness and brittleness) and product particle size requirements.
III. Prevention is Better Than Cure: Daily and Periodic Maintenance Key Points
Prevention is far better than repair. Establishing a standardized maintenance system can greatly reduce the failure rate.
Daily/Shift Maintenance:
Tightening: Before starting the machine, check and tighten the bolts in all parts, especially the fixing bolts of the hammer heads and screens. Lubrication: Lubricate key lubrication points such as the spindle bearings according to the manual’s requirements, and observe whether the oil seals are leaking.
Sound Monitoring: During operation, carefully listen to the bearing operation sound and the crushing sound inside the machine cavity to ensure they are uniform and free of abnormal impacts.
Weekly/Monthly Maintenance:
Comprehensive Inspection of Wear Parts: Systematically inspect the wear of hammer heads, screens, and liners, and keep records to provide a basis for planned replacement.
Cleaning and Protection: Clean the dust from the heat sink fins of the motor casing to ensure proper heat dissipation; check the tension and wear of the drive belt.
Core Safety Reminder: All maintenance work must be performed only when the equipment is completely stopped and the power supply is completely locked out. For internal maintenance, wait for the equipment to cool down completely and hang clear safety warning signs.
By mastering this “quick diagnosis-solution-prevention” combination, you can not only quickly respond to unexpected situations in production but also shift the operation management of the chain crusher from reactive maintenance to proactive prevention, thus laying a solid foundation for the stable and efficient operation of the entire fertilizer production line. Equipment reliability is the most solid guarantee of capacity and efficiency.
Within a comprehensive organic fertilizer manufacturing system, the organic fertilizer production granulation stage offers multiple pathways requiring distinct optimization. For a dedicated organic fertilizer disc granulation production line, the “three elements” of disc angle, rotation speed, and liquid spray are critical. For facilities using a compact new type two in one organic fertilizer granulator or a new type organic fertilizer granulator, the focus is on the synergy between its crushing and shaping components. For producing high-density cylindrical pellets, a flat die pelleting machine requires precise die selection and pressure adjustment. Following granulation, regardless of the method, the rotary drum dryer is the standard for post-processing. Here, the optimization strategy shifts to the “temperature curve” and airflow management, employing a staged, low-temperature, high-airflow approach to dry granules thoroughly without causing surface hardening or nutrient loss, ensuring the final product’s strength and stability.
Chlorine is an essential micronutrient for plant growth. Chlorine in fertilizers primarily originates from various chlorine-containing raw materials. After processing by fertilizer granulator machines, it often serves as an important nutrient component in NPK fertilizer production lines. Different types of chlorine have different characteristics, release rates, and functions. Proper selection can fully utilize the nutritional value of chlorine.
Chlorine in potassium chloride is the most common type. Processed and shaped by rotary drum granulator machines, it has a high chlorine content and is released quickly, making it easily absorbed by crops. Combined with potassium, it regulates cell osmotic pressure, promotes the transport of photosynthetic products, and strengthens crops’ resistance to lodging and drought. It is suitable for chlorine-loving crops such as corn and rice, providing both chlorine and potassium.
Chlorine in ammonium chloride is a nitrogen-chlorine synergistic type, also providing nitrogen. Chlorine promotes root development, improves nitrogen absorption efficiency, inhibits soil pathogens, and reduces diseases. It is suitable for crops such as wheat and cotton, and is ideal for medium-fertility soils, providing both nitrogen and chlorine.
Chlorine in chlorine-containing compound fertilizers is in a complex form and is a common component of NPK fertilizer production lines. After processing by fertilizer granulation machines, it works synergistically with nitrogen, phosphorus, and potassium, providing a slow and sustained release of nutrients. It can help improve the utilization rate of other nutrients and is suitable for large-scale, diversified crop cultivation, balancing growth and quality.
In summary, the main types of chlorine in fertilizers are potassium chloride, ammonium chloride, and complex forms. By utilizing NPK fertilizer production lines and considering crop and soil conditions, the nutritional benefits of chlorine can be fully realized, contributing to efficient agricultural production.
The core advantage of biofertilizers lies in their richness in beneficial bioactive components, which can improve soil and enhance fertilizer efficiency. Their sources rely on natural biological resources, processed by bio-organic fertilizer equipment and prepared through bio-organic fertilizer production lines. They are mainly divided into three categories, suitable for different planting scenarios.
The first major source is microbial inoculants, which use beneficial microorganisms from nature as raw materials. After isolation, cultivation, and amplification, they are processed using bio-organic fertilizer equipment. Their core value lies in activating soil nutrients, inhibiting pathogens, and assisting crop absorption. They can be mass-produced using bio-organic fertilizer production lines.
The second major source is composted organic materials, which have the widest range of sources. Raw materials include livestock and poultry manure, straw, etc. After composting and fermentation assisted by a double screws compost turning machine, they are processed through a bio-organic fertilizer production line. They combine the advantages of organic fertilizer for soil improvement and the activity of biofertilizers, making them the most widely used.
The third major source is bio-conversion products, which use industrial by-products, plant extracts, etc., as raw materials. Through fermentation and enzymatic treatment using bio-organic fertilizer equipment, and then preparation through a bio-organic fertilizer production line, they are converted into biofertilizers rich in active substances, achieving resource recycling and suitable for precision farming.
In summary, the three main sources of biofertilizers each have their own advantages. By utilizing bio-organic fertilizer production lines and bio-organic fertilizer equipment, rational selection can fully leverage their functions of improving quality and soil.
Chain crushers are key equipment in the pretreatment of compound fertilizer raw materials. They are suitable for crushing various inorganic raw materials such as urea and potassium chloride. Their crushing effect directly impacts subsequent mixing, granulation, and finished product quality. Scientific operation can overcome production bottlenecks and improve overall capacity.
Precise raw material matching lays the foundation for high efficiency. Removing impurities from raw materials in advance prevents equipment damage; adjusting the crushing particle size according to the mixing and granulation requirements ensures fine and uniform raw materials, improves mixing accuracy, reduces rework losses due to uneven mixing, and balances efficiency and product purity.
Optimizing equipment parameters improves crushing efficiency. Considering the differences in raw material hardness (such as phosphate rock powder is harder, urea is softer), adjusting the rotor speed and screen mesh size avoids high energy consumption and problems with substandard particle size, achieving both efficient crushing and energy saving.
Integrating with the production process reduces downtime losses. Linking with the mixing and blending processes to plan the feeding rhythm, and using conveying equipment for continuous operation, avoids blockages or idling, shortens the time between processes, and improves the overall operating efficiency of the NPK compound fertilizer production line.
Performing regular maintenance ensures stable operation. Regularly inspecting and replacing wear parts such as chains and liners, and cleaning residual materials in the chain crusher to prevent caking, extends equipment life and avoids production delays due to equipment failure.