Nitrogen is a core nutrient for plant growth; nitrogen deficiency in the soil leads to stunted growth and yellowing leaves. Compound fertilizers produced by NPK fertilizer production lines and high-nitrogen organic fertilizers produced by organic fertilizer production lines can both supplement nitrogen. For rapid nitrogen supplementation, prioritize fast-acting methods, considering both absorption efficiency and soil suitability.
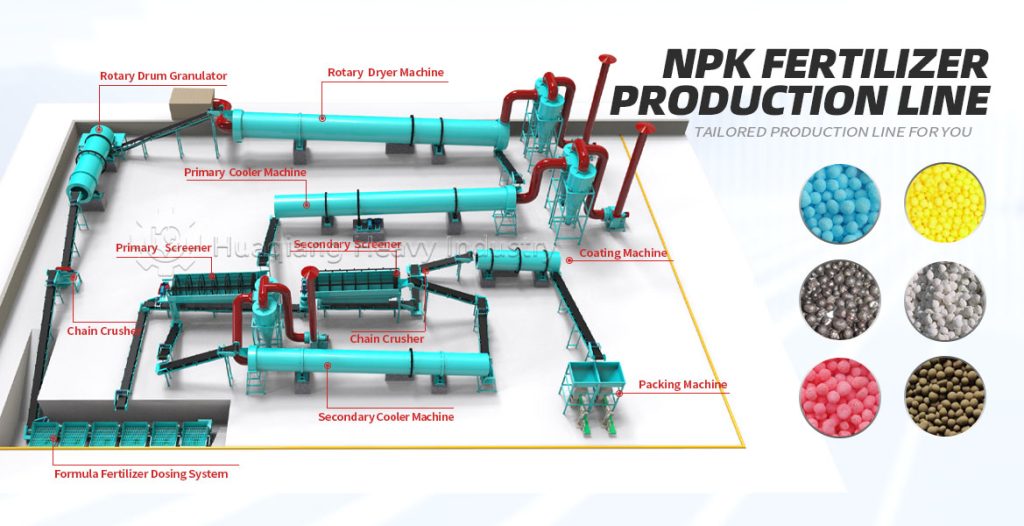
The fastest way to supplement nitrogen is to apply fast-acting chemical nitrogen fertilizers. These fertilizers can be mass-produced through NPK fertilizer production lines and absorbed by crops within 1-7 days. Commonly used fertilizers include urea and ammonium bicarbonate. Urea has a high nitrogen content and wide applicability; it can be applied in furrows, holes, or through irrigation. Dosage control is necessary to prevent root burn.
For a balance of rapid effect and soil improvement, consider combining fast-acting fertilizers with organic fertilizers. High-nitrogen organic fertilizers (such as composted chicken manure) efficiently processed by organic fertilizer compost turning machines, combined with amino acid water-soluble fertilizers, can quickly supplement nitrogen and improve soil. This is suitable for crops and soils that are sensitive to excessive chemical fertilizer application. Water-soluble fertilizers can be applied through spraying or drip irrigation for faster absorption.

When supplementing nitrogen, note the following: First, avoid single-nutrient supplementation; consider using NPK compound fertilizers combined with phosphorus and potassium fertilizers. Second, match the fertilizer to the soil; for acidic soils, add a small amount of lime to reduce nutrient loss. Shallow tillage and covering the soil can reduce nitrogen fertilizer volatilization, and organic fertilizers fully composted by composting machines can further reduce nutrient loss.
In summary, for purely fast-acting nitrogen supplementation, choose fast-acting chemical nitrogen fertilizers from NPK fertilizer production lines. For a balance of rapid effect and soil improvement, choose a combination of “fast-acting chemical fertilizer + organic fertilizer produced by organic fertilizer production lines.” Scientific application can quickly increase nitrogen levels and ensure crop and soil health.