As a major byproduct of the palm oil industry, Oil Palm Empty Fruit Bunch (OPEFB) was once regarded as a cumbersome waste, with millions of tons generated annually worldwide. Composed of lignocellulosic biomass—cellulose, hemicellulose, and lignin—along with essential nutrients, OPEFB has evolved from an environmental burden to a high-value resource. Its diverse applications span bioenergy, chemical synthesis, agriculture, and environmental remediation, embodying the principles of circular economy and sustainable development in the palm oil industry.
Bioenergy production stands as one of the most mature and widely adopted uses of OPEFB. After briquetting to enhance fuel properties like moisture content and heating value, OPEFB can be gasified in fluidized bed gasifiers to produce bio-syngas, a mixture of hydrogen, carbon monoxide, and methane with a heating value of 4-8 MJ/Nm³. This bio-syngas serves as a clean alternative to fossil fuels for power generation and heating. Additionally, OPEFB gasification concurrently yields high-quality biochar, which further expands its energy and agricultural utility, creating a dual-output energy solution.
In the chemical industry, OPEFB’s lignocellulosic composition makes it a promising feedstock for high-value compounds. Cellulose in OPEFB can be converted into levulinic acid, a versatile precursor for biofuels, plastics, pharmaceuticals, and food additives. Hemicellulose, on the other hand, transforms into furfural, a key building block for synthesizing chemicals and a solvent in industrial processes. Studies show that ammonia expansion pretreatment of OPEFB for such conversions achieves a 28.62% internal rate of return and a 2.56-year payback period, demonstrating strong economic viability.

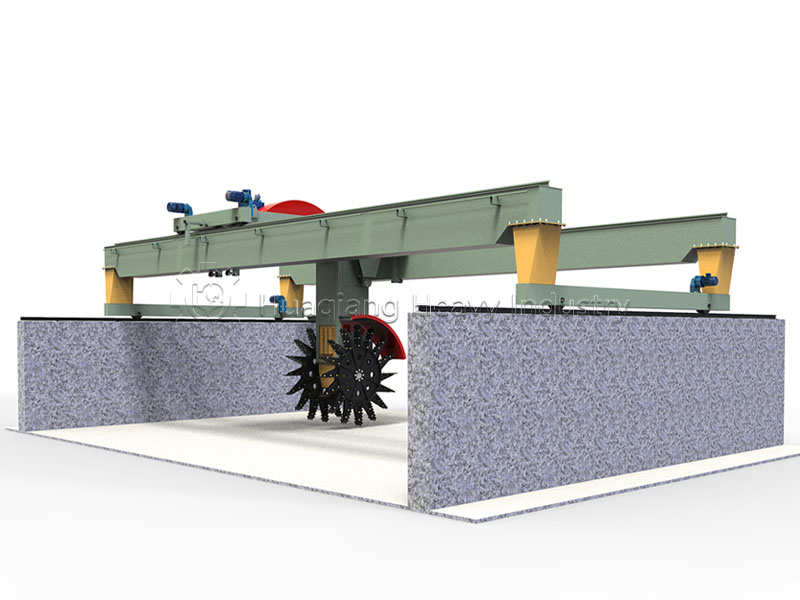
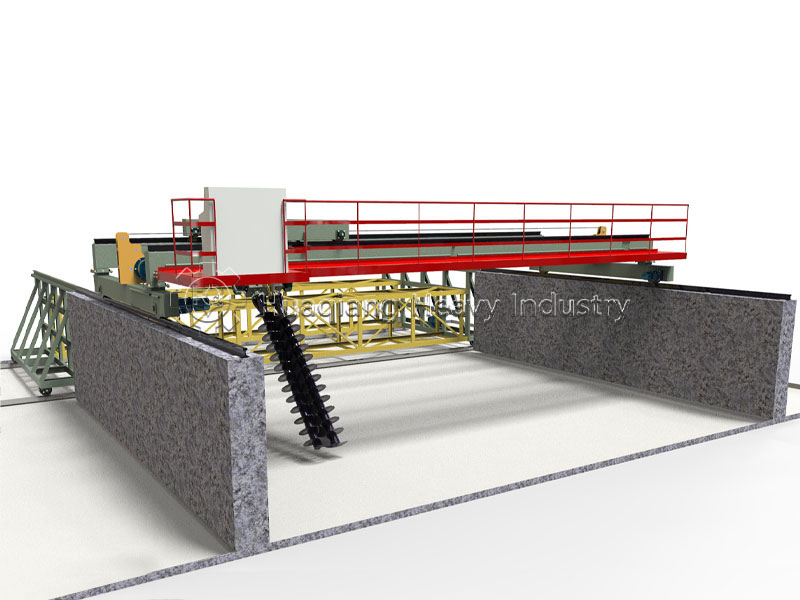
Agriculture benefits from OPEFB’s nutrient-rich nature, particularly in organic fertilizer production. OPEFB fiber waste, when blended with molasses, noni fruit, and cattle urine, undergoes anaerobic incubation to produce liquid organic fertilizer (LOF) rich in nitrogen, phosphorus, and potassium. Optimal formulations can deliver up to 485 ppm nitrogen and 1007 ppm potassium, significantly boosting plant growth and soil health while replacing harmful inorganic fertilizers. This application closes the nutrient loop in agriculture, turning waste into a soil enhancer.
OPEFB also excels in environmental remediation, especially as a filtration medium for water treatment. Its fibrous structure makes it ideal for purifying urban stormwater; a 50:50 mix of OPEFB and river sand removes 94% of ammoniacal nitrogen, 84% of biochemical oxygen demand (BOD), and 59% of chemical oxygen demand (COD). Post-water washing and backwashing, this dual-medium filter can upgrade stormwater quality from Class III to Class I, making it suitable for water supply and ecological conservation.
The multifaceted uses of OPEFB not only mitigate the environmental impact of palm oil production but also create new economic opportunities. By valorizing this abundant byproduct, the industry reduces waste disposal costs, lessens reliance on fossil fuels, and promotes sustainable practices. As technology advances in pretreatment and conversion processes, OPEFB’s potential will continue to expand, solidifying its role as a cornerstone of a greener, more circular palm oil industry.
Industrial Processing of OPEFB into Granular Fertilizer
To transform the nutrient-rich compost derived from Oil palm empty fruit bunch (OPEFB) into a commercial-grade product, integration into a formal organic fertilizer manufacturing system is essential. The processed and composted OPEFB fibers are a primary feedstock for a dedicated organic fertilizer production line. The final stage of this line involves granulation to create uniform, market-ready pellets. This is typically achieved using specialized shaping equipment.
A common and effective method is the organic fertilizer disc granulation production line, where the moist, compost-based mixture is fed onto a rotating inclined disc. As the disc turns, the material agglomerates into spherical granules through a tumbling and layering action. The specific organic fertilizer granulator machine selected—whether a disc, drum, or extruder—determines the final granule’s density, size, and application properties, adding significant value to the recycled palm biomass.
This systematic approach closes the loop on palm oil waste, demonstrating how agricultural by-products can be efficiently channeled through industrial processes to create sustainable, high-value organic fertilizers that support soil health and circular economy goals.